

Les mélanges incompatibles : les connaître pour mieux s’en protéger !
Les mélanges incompatibles engendrent des réactions chimiques ou physiques qui produisent des rejets de matières dangereuses, des incendies et/ou des explosions. Ils concernent l’ensemble des secteurs d’activités.

Des conséquences humaines et matérielles
Les mélanges incompatibles sont des situations complexes à prendre en compte du fait de leurs diversités. En effet, toutes les formes de substances (liquide, solide, gaz) peuvent être concernées ainsi que des incompatibilités entre les contenants et leur contenu.
Les réactions qui en découlent sont des réactions chimiques ou physiques qui génèrent des rejets de matières dangereuses dans 48 % des cas, des incendies ou explosions dans 38 % des cas ou un cumul de rejet et explosion/incendie dans 12 % des cas.
L’analyse de la base de données Aria depuis 2017 permet d’identifier plus de 25 événements par an en moyenne en France, avec une tendance à la baisse depuis 2019 (34 en 2019 pour 16 en 2022). Les conséquences peuvent être importantes tant sur le plan humain (15 blessés graves sur 6 accidents) que matériel (perte d’exploitation et d’installations).
Le 15 mai 2021 dans une papeterie de Saint-Gaudens (Haute-Garonne), une explosion suivie de feu s’est produite lors d’une fuite de salin qui a réagi avec l’humidité des caniveaux de la rétention (Aria n° 57320). Crédit : Sdis31.
Les différents types de mélanges incompatibles
- Les réactions entre substances. Les principales réactions rencontrées sont les réactions acide/base qui sont prises en compte dans les études de dangers. Pour autant, des réactions d’incompatibilités fortes se produisent également entre acides sans faire systématiquement l’objet d’une analyse de risque sur le sujet.
.
Cela complexifie la gestion de l’événement quand il survient par la méconnaissance de la réaction en cours et des actions à mettre en œuvre. Il est primordial de considérer l’ensemble des incompatibilités de substances, en considérant aussi les produits de décomposition dus au temps ou aux températures par exemple.
. - L’incompatibilité contenant/contenu. Le transport d’acide ou de gaz corrosif nécessite l’utilisation de matériaux spécifiques (acier non carboné ou inoxydable par exemple) pour le contenant. Il est nécessaire de partager toutes les informations sur la nature des produits avec le service achat ou le prestataire en charge des transports.
.
L’exploitant doit mettre en place une organisation permettant de s’assurer de la compatibilité du contenant avec les substances utilisées. Il doit mettre en place un contrôle de conformité lors de la réception des contenants.
.
On peut citer une fuite de monoxyde d’azote dans un atelier de gaz industriels suite à la corrosion d’un écrou en laiton. Ce dernier a été corrodé par la formation d’acide nitrique avec l’humidité (Aria n° 52272).
. - Les réactions avec l’eau. L’eau ou l’humidité peuvent engendrer des réactions avec des matériaux comburants (chaux vive, chlore) ou avec des matières en fusion. On peut citer par exemple un départ de feu dans une usine de traitement de déchets dangereux suite à la réaction entre un GRV contenant des résidus de chlore et de l’eau de pluie (Aria n° 49894).
.
On peut aussi citer une fuite de salin à 950 °C qui a réagi avec l’humidité des caniveaux de la rétention dans une papeterie. Des explosions se sont produites et ont impacté un stock de produits chimiques (Aria n° 57320).
.
L’analyse des différents événements montre l’importance de considérer ces différents scénarios dans l’analyse de risque afin de prévoir les barrières adaptées. Les pertes d’étanchéité sont des sources de vulnérabilité qui peuvent mettre en contact des produits incompatibles avec l’eau.
.
Parfois, des signaux faibles permettent d’alerter et de réagir avant la survenue d’un événement plus grave. La mise en place d’une organisation d’identification de ces signaux faibles et d’écoute des lanceurs d’alerte est primordiale dans cette typologie d’événements.
« Les réactions chimiques ou physiques qui découlent de mélanges incompatibles génèrent des rejets de matières dangereuses dans 48 % des cas. »
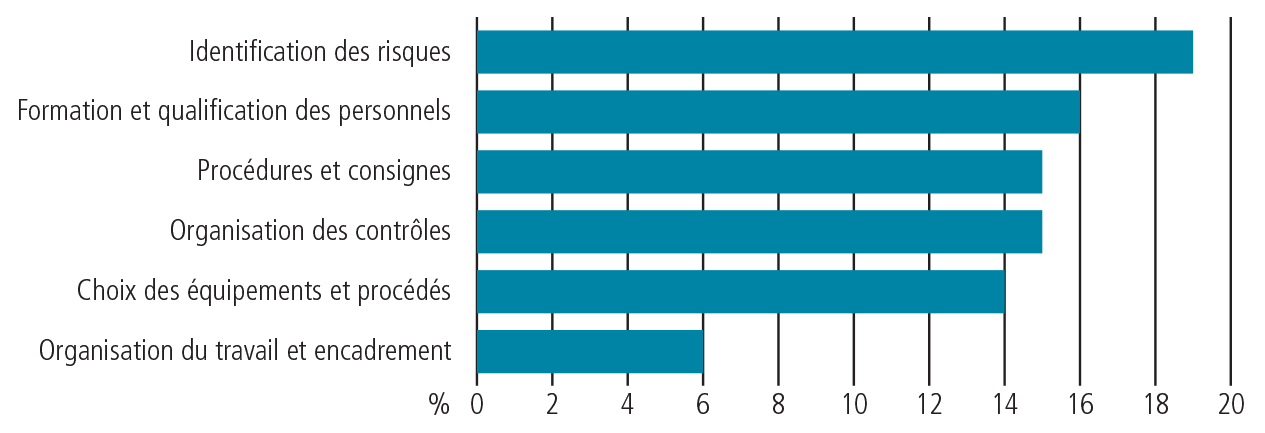
L’organisation, source d’amélioration
Le graphique ci-dessous montre les différents axes de l’organisation en cause dans la survenue de ces mélanges incompatibles.
Causes profondes à l’origine des mélanges incompatibles
En priorité, des analyses de risques à améliorer
Des risques non identifiés empêchent la mise en place de barrières techniques ou humaines permettant de détecter, récupérer ou atténuer afin d’éviter les accidents ou limiter leurs conséquences. Afin d’améliorer la qualité de l’analyse de risques, il convient :
- d’identifier à l’amont l’ensemble des produits ;
- d’associer les fabricants et fournisseurs pour obtenir les caractéristiques des produits qui seront utilisés afin de déterminer le plus précisément possible les contraintes et les risques d’incompatibilités possibles ;
- d’intégrer les risques de décomposition de produit par rapport à des facteurs externes comme chaleur, humidité, poussières, impuretés, y compris pour les déchets.
Cette connaissance permettra d’identifier et de mettre en œuvre des moyens adaptés, y compris concernant les matériaux des contenants. Cela permettra d’intégrer dans les achats les règles et les exigences particulières qui permettront de garantir la prise en compte du risque d’incompatibilité. Cela doit être complété par des contrôles afin de s’assurer que le cahier des charges de la commande a bien été respecté.
L’exploitant doit étiqueter de façon claire tout contenant de substances à risques et afficher les risques associés.
La formation du personnel aux risques, avec l’aide de procédures et consignes, fait partie des outils indispensables pour garantir la fiabilité des barrières humaines.
L’exploitant doit organiser la remontée d’information sur les fuites, alarmes, pertes de confinement, erreurs de lieux de stockage, et plus généralement toutes les perturbations qui peuvent être considérées comme des signaux faibles.
Pour terminer, l’exploitant doit se réinterroger régulièrement sur les process tant de livraison/dépotage que sur les analyses de risques en les confrontant aux nouveaux retours d’expérience. Cette action permettra de développer une culture interrogative favorable à la prise en compte des situations accidentelles.
La tendance à la baisse constatée depuis 3 ans pourra être confortée si les exploitants se réinterrogent sur leurs analyses de risques afin de ne passer à côté d’aucun scénario de mélange incompatible.
Accidents illustratifs
Cosne-Cours-sur-Loire (Nièvre), 23 avril 2020, Aria n° 55427 Naf 20.41 : Fabrication de savons, détergents et produits d’entretien
 Vers 10 h 45, dans une usine de fabrication de détergents industriels, un dégagement de vapeurs de dioxyde d’azote se produit à la suite du mélange accidentel de 400 l d’acide formique à 80 % dans 250l d’acide nitrique à 53 %, dans un bâtiment de 600 m².
Vers 10 h 45, dans une usine de fabrication de détergents industriels, un dégagement de vapeurs de dioxyde d’azote se produit à la suite du mélange accidentel de 400 l d’acide formique à 80 % dans 250l d’acide nitrique à 53 %, dans un bâtiment de 600 m².Le Grand-Quevilly (Seine-Maritime), 23 mai 2017, Aria n° 49704 Naf 20.15 : Fabrication de produits azotés et d’engrais
 Une fuite d’acide nitrique se produit dans une usine de production de produits azotés. Un nuage d’oxydes d’azote se répand hors du site en direction du centre-ville. L’exploitant déclenche son POI.
Une fuite d’acide nitrique se produit dans une usine de production de produits azotés. Un nuage d’oxydes d’azote se répand hors du site en direction du centre-ville. L’exploitant déclenche son POI.Ugine (Savoie), 13 juillet 2016, Aria n° 48294 Naf 24.45 : Métallurgie des autres métaux non ferreux
 Dans une usine métallurgique, deux explosions se produisent dans un four de fusion à arc sous vide contenant 5 t de titane. Le fondeur en poste est alerté vers 21 h 15 par des dérives de paramètres de contrôle : montée de la tension d’arc, perte du vide, arrêt automatique de la fusion par perte de vide, baisse du niveau d’eau de refroidissement de la tige, surpression dans le four.
Dans une usine métallurgique, deux explosions se produisent dans un four de fusion à arc sous vide contenant 5 t de titane. Le fondeur en poste est alerté vers 21 h 15 par des dérives de paramètres de contrôle : montée de la tension d’arc, perte du vide, arrêt automatique de la fusion par perte de vide, baisse du niveau d’eau de refroidissement de la tige, surpression dans le four.
Il fait évacuer l’atelier et la salle de commande vers 21 h 17. À 21 h 33, la décision est prise de couper les pompes d’eau de refroidissement de la tige et de quitter la salle de commande.
La première explosion survient à 21 h 33 et la deuxième, plus violente, à 21 h 36. Un périmètre de sécurité est établi autour du bâtiment. Le POI est déclenché. Les dégâts matériels sont estimés à 10 M€. Le four est détruit. La toiture et le bardage de l’atelier sont endommagés, un mur porteur est fissuré, les vitres du bâtiment de maintenance en face des rampes d’explosion sont brisées. L’atelier de fusion est à l’arrêt pour une durée minimum de 3 à 4 semaines.
L’analyse de l’accident montre que la première explosion est liée à la génération d’un arc électrique sur la tige porte électrode du four. Cet amorçage pendant 29 s perce le circuit d’eau de refroidissement de la tige. L’eau se déverse dans le four. Elle se vaporise au contact du métal en produisant de l’hydrogène. Le four monte en pression.
La vapeur et l’hydrogène s’évacuent par la soupape du circuit de pompage d’air du four, mais la pression continue à monter. Les hublots du four cèdent à leur tour. Lorsque le circuit d’eau est coupé par le fondeur, la pression diminue et de l’air rentre dans le four. Le mélange hydrogène et air devient explosif et entraîne la première explosion et la ruine de l’enveloppe du four et du circuit de refroidissement du creuset. L’eau de refroidissement du creuset se déverse sur le métal en fusion répandu au sol et génère de la vapeur d’eau et de l’hydrogène.
En mélange avec l’air l’hydrogène génère la deuxième explosion, plus violente. L’amorçage secondaire pourrait provenir d’un problème de géométrie, d’état de surface et / ou de qualité de montage des pièces (tige, stub et embout). Le scénario d’amorçage secondaire sur la tige n’était pas envisagé dans l’étude de dangers.
Cet événement a fait l’objet d’un film pédagogique produit par le Barpi.
Article extrait du n° 591 de Face au Risque : « Analyser les risques » (avril 2023).

Loïc Royer
Chargé de mission au Barpi (Bureau d’analyse des risques et pollutions industriels)

Vincent Perche
Responsable de la cellule chimie, informatique et équipements sous pression du Barpi (Bureau d’Analyse des Risques et Pollutions Industriels)
Actualités

Euralarm a publié un nouveau document d'orientation sur l'utilisation des systèmes de détection et d'alarme incendie (FD&A) pour soutenir les…
-
Nous avons interrogé le psychosociologue du travail Philippe Zawieja, auteur d’un « Que sais-je » sur la fatigue, afin…
-
Plus de dix ans après la mise en application de la loi Alur, l’heure du renouvellement des détecteurs de…
-
C'est une jurisprudence de la Cour de cassation du 4 décembre 2025 en termes de faute inexcusable de l'employeur :…
-
Premier janvier 2026, réveillon du jour de l’An. Alors que la station de Crans-Montana, en Suisse, fait la fête,…
-
Ce numéro 613 de Face au Risque consacre un dossier spécial à la sûreté des musées à travers :…







 alertent sur les risques liés aux poussières de bois, classées cancérogènes – Crédit oksix/AdobeStock")

